
Total cost of ownership
We explain below why FlexiBowl® is a cost-effective solution, according to current performance indicators.
Asset Lifecycle Management (ALM) is a management approach for industrial equipment which mainly addresses use and maintenance phases but also design, manufacturing, installation and dismissal/recycling phases. Within ALM, particular attention is given to the TCO (Total Cost of Ownership) as an indicator to evaluate all costs incurred during the life of the equipment.
Concerning the Middle of Life (MoL) use phase, maintenance and maintenance services are particularly important, given their strong impact from a cost and performance point of view. Increasing attention is given to the dismissal and recycling phase. The main reason to address an asset lifecycle perspective is to consider not only the cost and resources involved in the asset purchase, but also to take into account the costs related to its working life and to its dismissal at the end of its lifecycle.
The following picture highlights the concept:

Many costs are involved during an equipment lifecycle. The main distinction is between CAPEX and OPEX:
- CAPEX (Capital Expenditure) is the start-up cost to be sustained for putting the asset/product into action. It is made of two main components, development cost and investment cost.
- OPEX (Operational Expenditure) is the operating cost during the working life of the asset/product, including decommissioning.
CAPEX components are made up of:
- Engineering and development costs, which are involved in the research, design, engineering and development activities of the asset/product; and
- Investment costs, which are involved in the purchasing, manufacturing and/or construction and installation of the asset/product.
OPEX components are made up of:
- Maintenance costs such as direct and indirect manpower, spare parts and environmental impact, which are involved in the use phase of the asset/product;
- Operating costs due to energy, material use and manpower; and
- Decommissioning costs, which are involved in the dismissal of the asset/product at the end of its life cycle.
The real case
Comparing traditional parts feeders and flexible feeding alternatives, two main factors should be taken into account for a proper analysis, purchase cost and residual value.
Currently most people are convinced that vibratory feeders are still significantly less expensive than alternative equipment, but if we consider the following cost analysis this idea might lose validity:



OEE – Overall Equipment Efficiency
OEE measures the effectiveness of a manufacturing plant. It is determined by the combination of availability, efficiency and quality.
[OEE = AVAILABILITY x PERFORMANCE x QUALITY RATE]
 Availability Rate (AR)The availability rate is the time the equipment is really running versus the time it could have been running.
Availability Rate (AR)The availability rate is the time the equipment is really running versus the time it could have been running.
Performance Rate (PR) The performance rate is the quantity of material produced during the running time versus the quantity of material that could have been produced when taking in to account the manufacturers documented speed of the equipment. A low performance rate can be seen as a result of idling minor stoppages and reduced speed operation.
Quality Rate (QR)
The quality rate is the amount of acceptable material versus the total amount of material that is manufactured.
![]()
The OEE values reported above are based on real applications, for cosmetic and automotive components assembly.
The cosmetic application: feeding of mascara brushes
In this case the following OEE values were recorded:

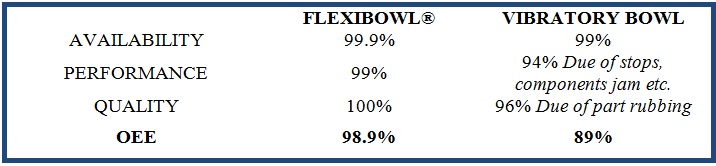
Cosmetic components have to meet very high quality standards -- scrubbing, scratches and small superficial defects result in product rejection. Parts rubbing cannot be avoided with vibratory bowl tracks, whereas FlexiBowl® handles parts more delicately, without causing any surface damage. OEE values explain the inefficiency costs associated with vibratory parts feeders as shown in the table above. Vibratory bowls can damage components or feed non-compliant parts. Flexibowl® overcomes these problems with its vision system: Non-compliant parts can be easily discovered and rejected. Different values on performance indicators reflect the fact that vibratory bowls have frequent stops primarly for part jams.
The automotive case: membranes, rubber discs
FlexiBowl® is able to feed a wide range of components such as membranes, rubber discs and other similar components with irregular shapes and surfaces with high adherence. These kinds of parts are difficult to feed with traditional assembly systems.
Membranes and rubber discs are used not only in the automotive field but also in medical, electrical and electromechanical components areas. FlexiBowl® provides efficient and reliable operation without parts jams. Performance is consistent as the tables show: Values of availability, performance and quality are virtually the same as in the cosmetic industry example. The performance of vibratory bowls is lower in this example than in the cosmetic case, mainly because of reduced availability. The presence of burrs and dimensional variations can affect system performance. Moreover, frequent stoppages require dedicated manpower to verify system work, which increases overall systems costs.
Flexible feeding advantages
When these operational shortcomings are extended to a system composed of multiple feeding units, the global efficiency for the entire system can go down significantly, and the advantages of flexible feeding systems become even more important.
Example:
The inherent performance of vibratory feeders rapidly decreases the overall performance of a system that incorporates several units, since every bowl stoppage affects the entire system and increases the odds of system downtime. The differences in global system performance can be quite significant. Flexible solutions based on multiple FlexiBowl® feeding units can attain much higher performance values.
Assuming a residual value of 90% the resulting 10% waste is due to wear-out after 1 year of utilization. Vibratory systems also experience a small amount of wear, but if there are production changes, they do not have any residual value.
With reference to the first table, the following factors should be considered:
In a long term perspective, a dedicated solution, such as a vibratory feeder, has to compete with a flexible solution that can provide greater performance in many different applications. The initial investment can be amortized over various products and spread over a longer planning horizon.
FlexiBowl® can achieve a productivity of up to 60 p/min. When much higher productivity is required, hard automation is typically more cost effective.
- “Total cost 1” in the table above shows that the FlexiBowl® final cost is not that much higher than the cost of the vibratory bowl as many people think. Hard automation would likely take longer to put into operation (approximately 5 working days of a skilled technician) with the consequent increased costs. The performance of a bowl feeding system cannot be completely known in advance.
This in itself makes the project risk higher than with a flexible solution. FlexiBowl® can be set up in very few minutes to test and verify performance with your sample parts. This is the reason why FlexiBowl® is so adaptable: production changes can be made in a matter of minutes by your own technicians without any retooling cost. Free tests are available from ARS S.R.L. simply by filling out the form at the following link: https://www.flexibowl.com/free-test - Quick production start up is another advantage of choosing FlexiBowl®. Our technicians can set up the FlexiBowl® system in your production line in less than one day.
Maintenance people usually feel very comfortable with bowl feeders, as the technology is well known and repair procedures do not require high skills. Line supervision does not require special training.
Most customers that have evaluated the FlexiBowl® alternative were quite concerned with not having the required skills for production.
The remote assistance support provided by ARS has convinced all current customers that their concern was unfounded. After three or four years from first installation, statistics indicate full satisfaction on all applications. - Until now dedicated solutions were considered to be the less costly (though not necessarily the best) choice in all cases, as people considered only the initial purchasing costs. From the table it is clear that there are two factors that can invalidate this conclusion, efficiency and residual cost.
A short term decision-maker may prefer tested solutions for a low project risk, the cheapest solution and the highest productivity achievable, even if it is demonstrated, as discussed above, that FlexiBowl® permits testing and verifying of performance in advance. The second part of the table shows why these considerations can be short sighted. If a production line has more than one parts feeder, efficiency decreases quickly. With four vibratory bowls, efficiency can be estimated (based on actual observations) to be lower than 65%, and production losses rapidly increase. In the case of the above data, costs would be approximately 94,000 €/year.
In the same scenario but with FlexiBowl®, efficiency is 95.67% (compared to 98.9% for a single-feeder system), and production losses are lower than the previous case, approximately 10,000 €/year. Lost margin can be considered a cost. - To understand the costs and benefits associated with flexibility, it is assumed that a dedicated solution can perform better than the examples presented in this article, with lower waste and lower end-of-life residual cost.
Currently a mass product lifecycle is less than two years. Consumers require a high level of personalization (which requires increased component range, size variation, color variation, etc.), a high quality product and a short delivery time. As a result manufacturers need a solution that performs at a high level in different applications, with agile retooling and high precision. They cannot make additional investments every time a product change occurs.
This is the real value of a flexible parts feeder: You buy it once, and it can be used for more than 15 years***, even if changes occur. How many vibratory bowls would you need to buy in 15 years considering how short product life cycles are now? ***We assumed an average lifecycle of 15 years for FlexiBowl® components (robot arm, vision system, etc.).
In general, better assets have a higher acquisition cost, but they can offer an improved reliability level. As a result, an increase in the asset acquisition cost can be compensated by lower operating costs. Normally, this is due to both better energy efficiency and lower maintenance costs. Thus, choosing a high quality asset and adopting a corresponding life cycle can be a valuable strategic option.
FlexiBowl® has already provided great feeding solutions in several areas, including medical, cosmetic, automotive, home appliance, consumer goods and electrical components. FlexiBowl® is an innovative flexible parts feeder that is replacing vibratory bowl feeders in many applications requiring rapid changeover, uniform performance and very low failure rate, even for parts with burrs and dimensional variations.



